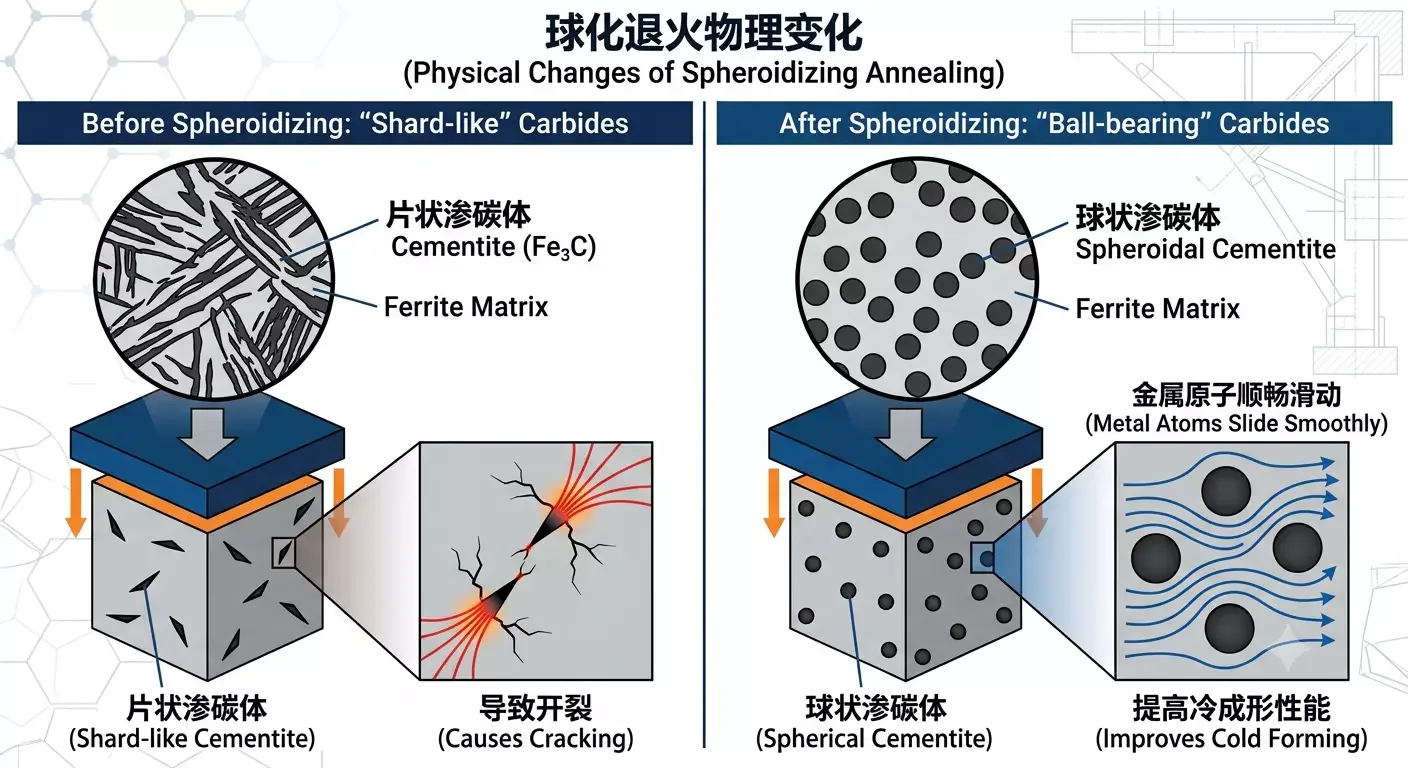
1. Définition et principe central
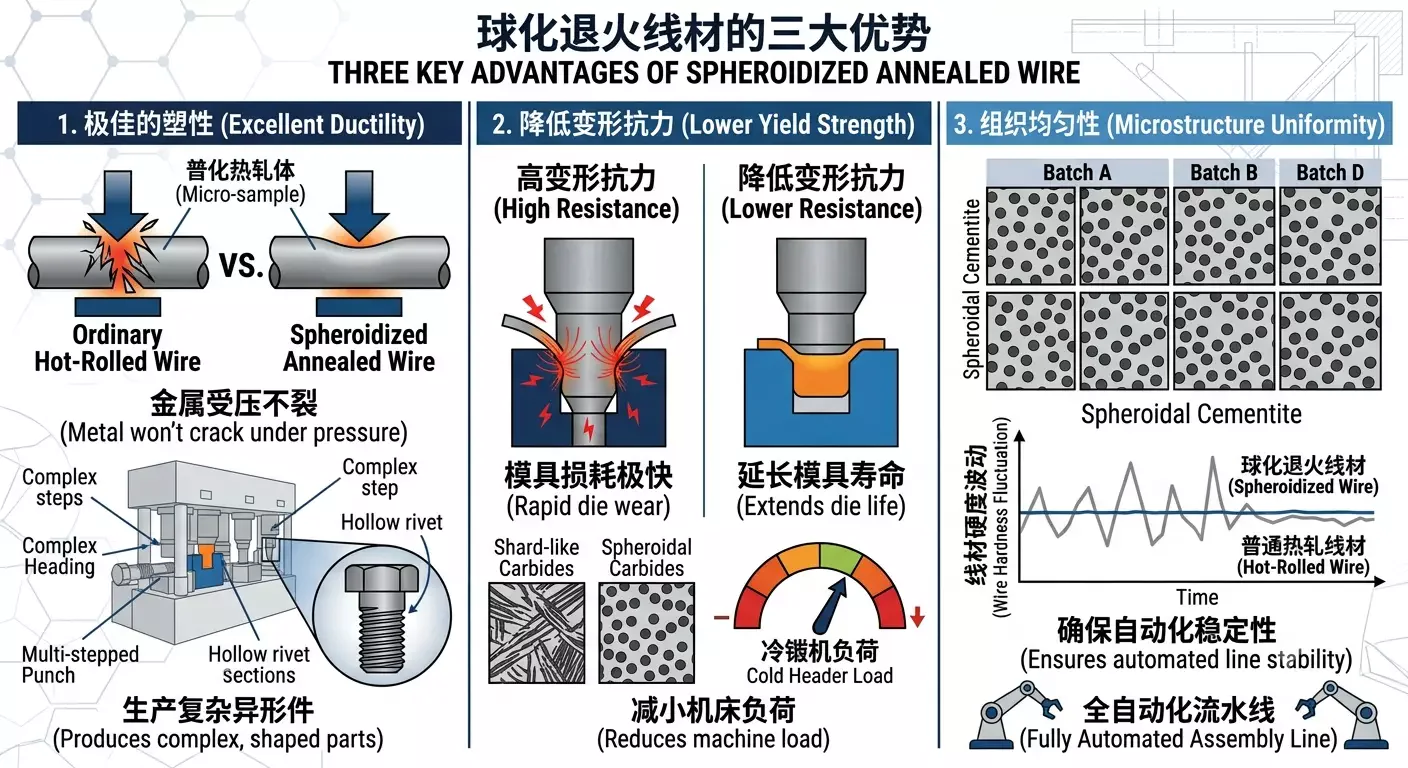
2. Pourquoi la frappe à froid doit-elle utiliser du fil pour recuit de sphéroïdisation ?
3. Processus de fabrication
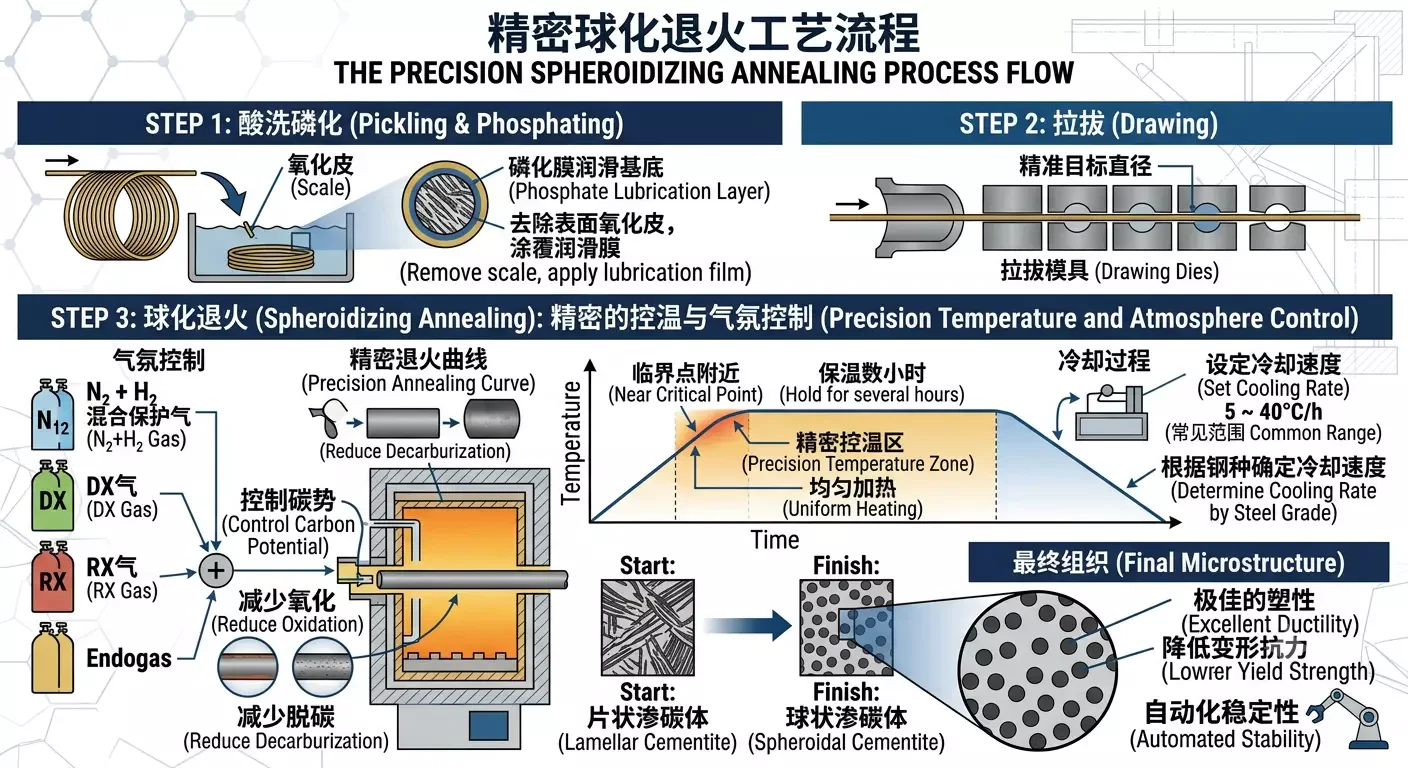
Les procédés courants pour le fil pour frappe à froid doivent être déterminés en fonction de la catégorie du produit et des exigences du client.

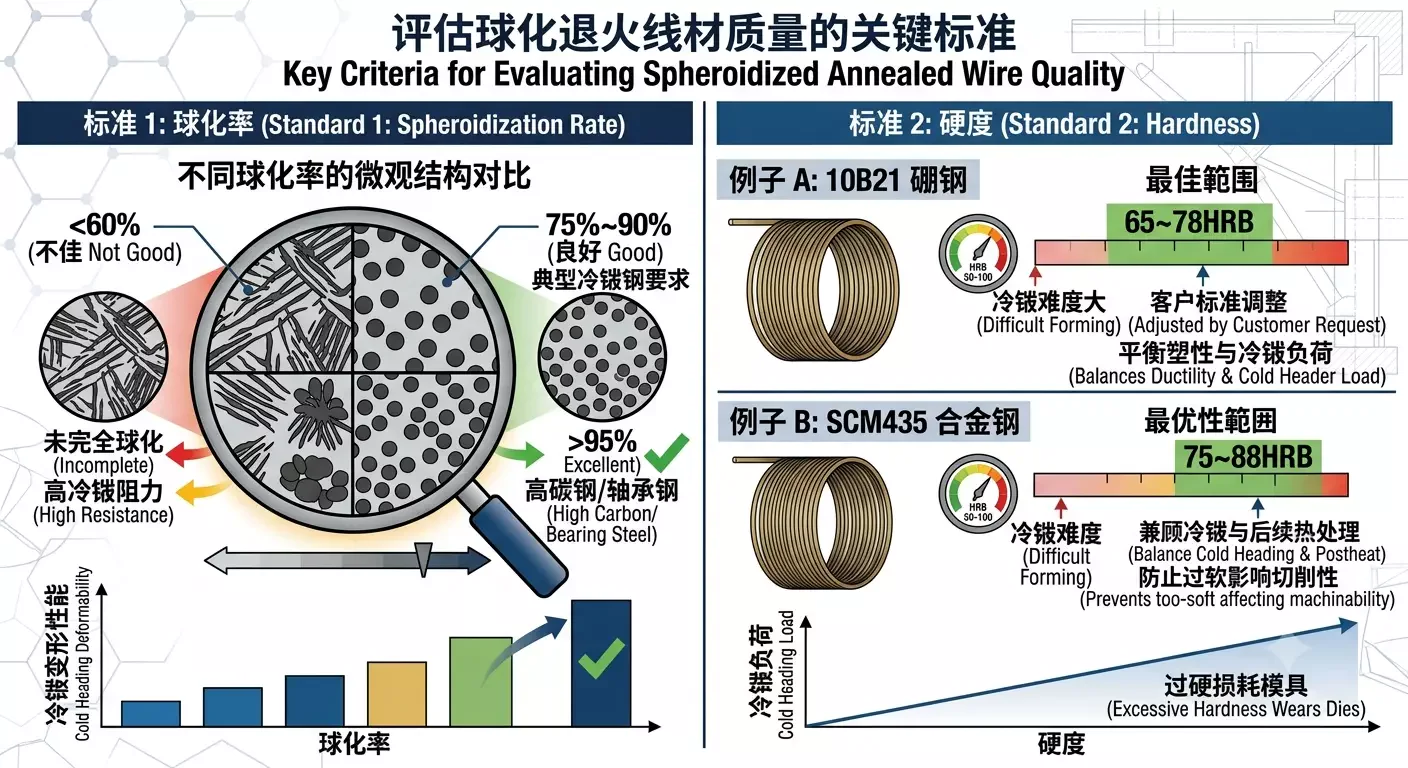
4. Critères d'évaluation de la qualité