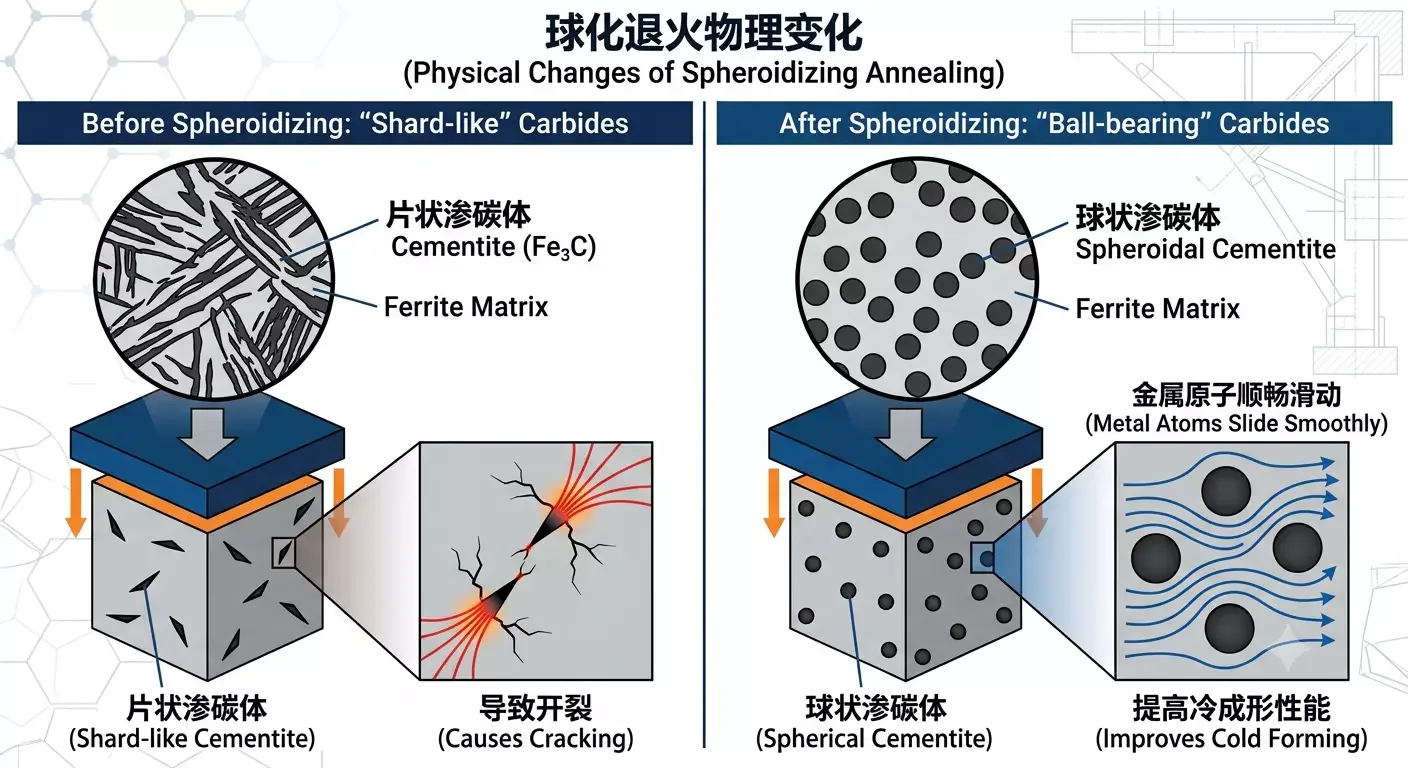
1. นิยามและหลักการสำคัญ
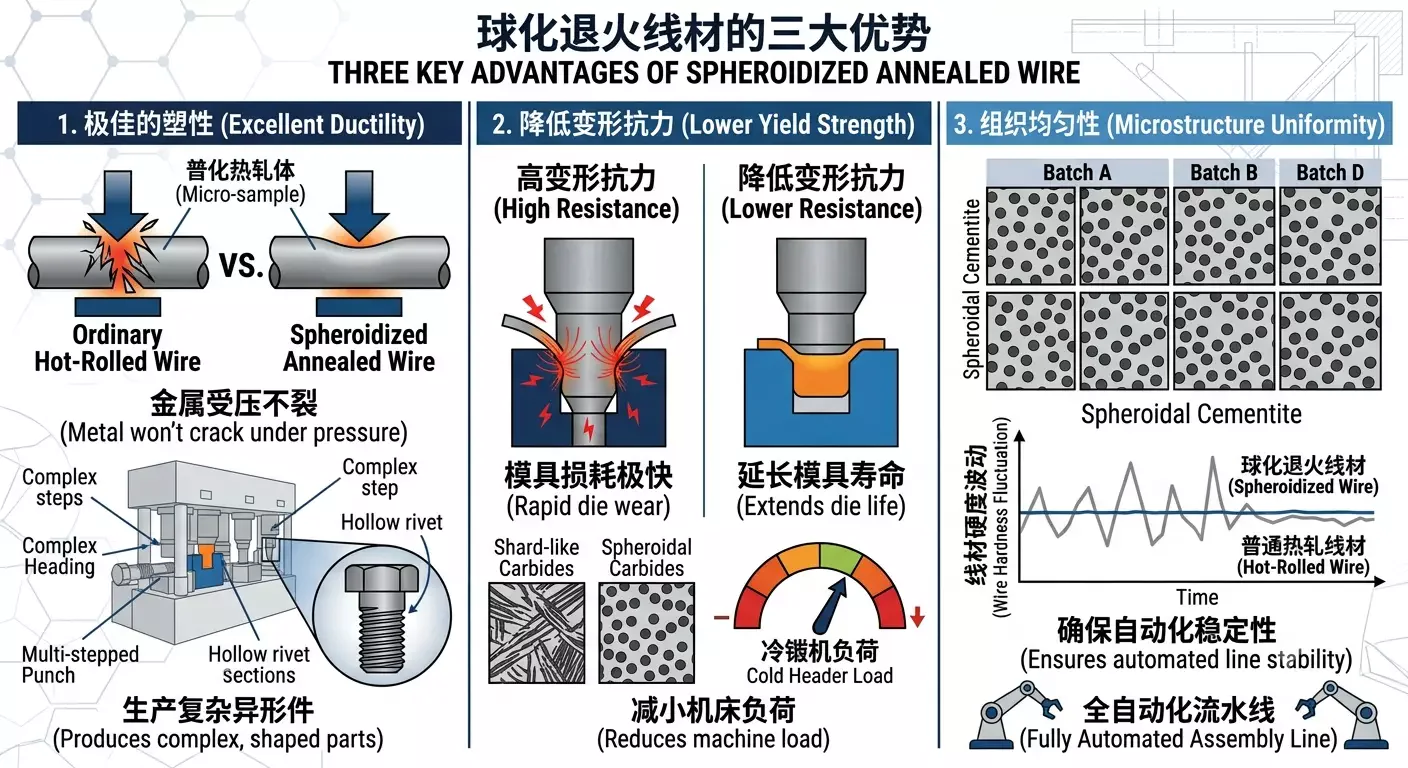
2. เหตุใดการขึ้นรูปเย็นจึงต้องใช้ลวดเหล็กสำหรับการขึ้นรูปเย็น?
3. ขั้นตอนกระบวนการผลิต
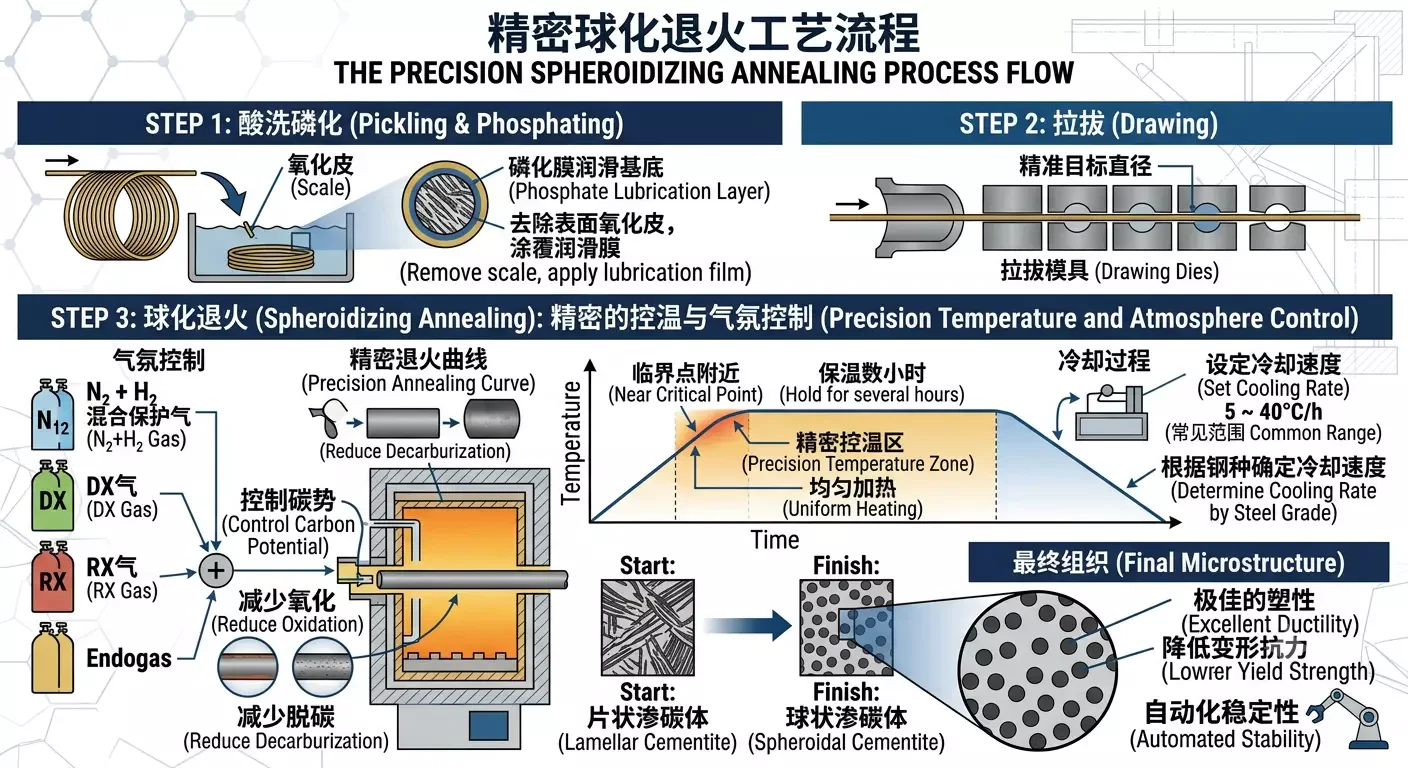
กระบวนการผลิตทั่วไปของลวดเหล็กสำหรับการขึ้นรูปเย็นควรกำหนดตามระดับสินค้าและความต้องการของลูกค้า

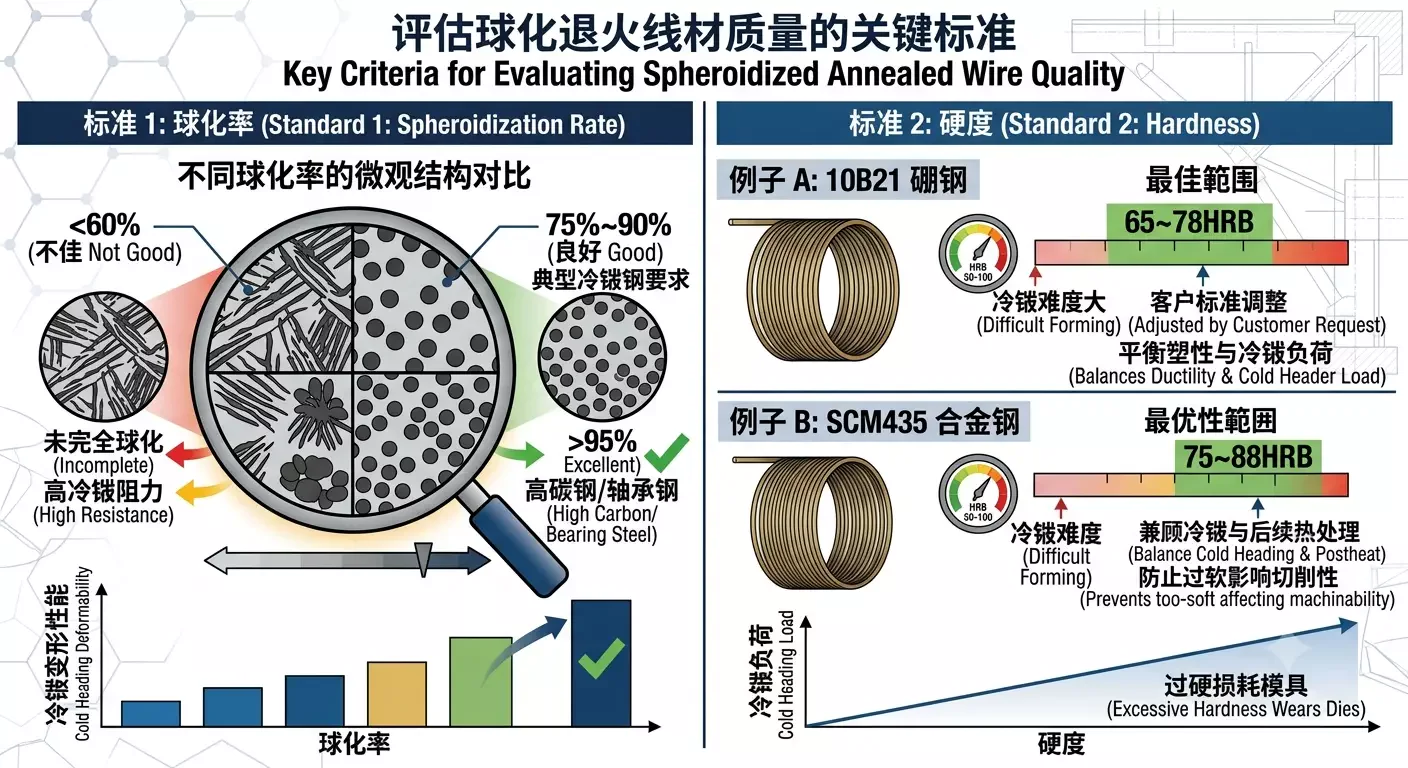
4. มาตรฐานการประเมินคุณภาพ
ลวดเหล็กสำหรับการขึ้นรูปเย็น · เนื้อหาทางเทคนิค
ทำความเข้าใจเกี่ยวกับการเปลี่ยนแปลงโครงสร้างของลวดเหล็กสำหรับการขึ้นรูปเย็น กระบวนการผลิตที่ครบถ้วน รหัสประจำขั้นตอนที่พบบ่อย เส้นทางการผลิตแบบตัวอย่าง และข้อกำหนดด้านการตรวจสอบคุณภาพ