1. Definition och kärnprinciper
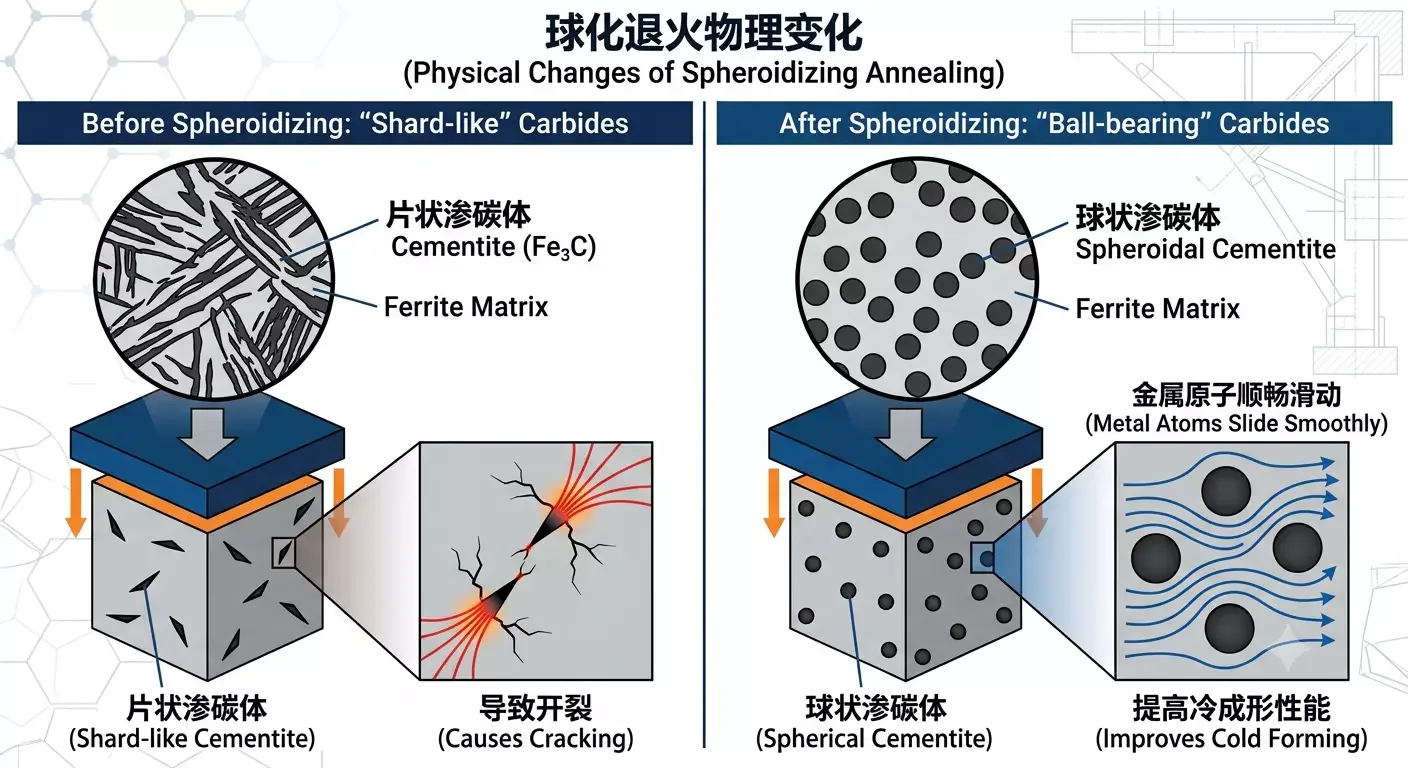
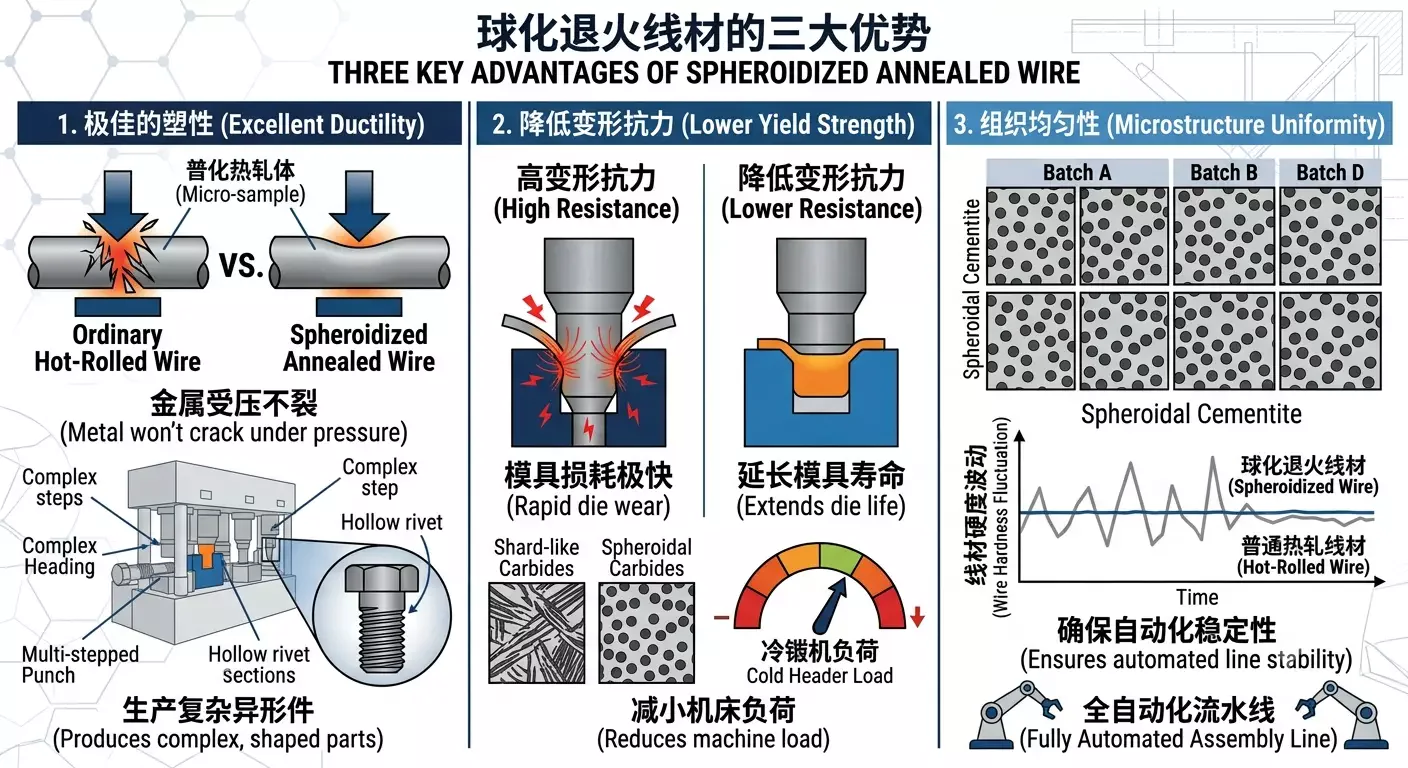
2. Varför måste kallstukning använda ståltråd för sfäroidiserande glödgning?
3. Produktionsprocessflöde
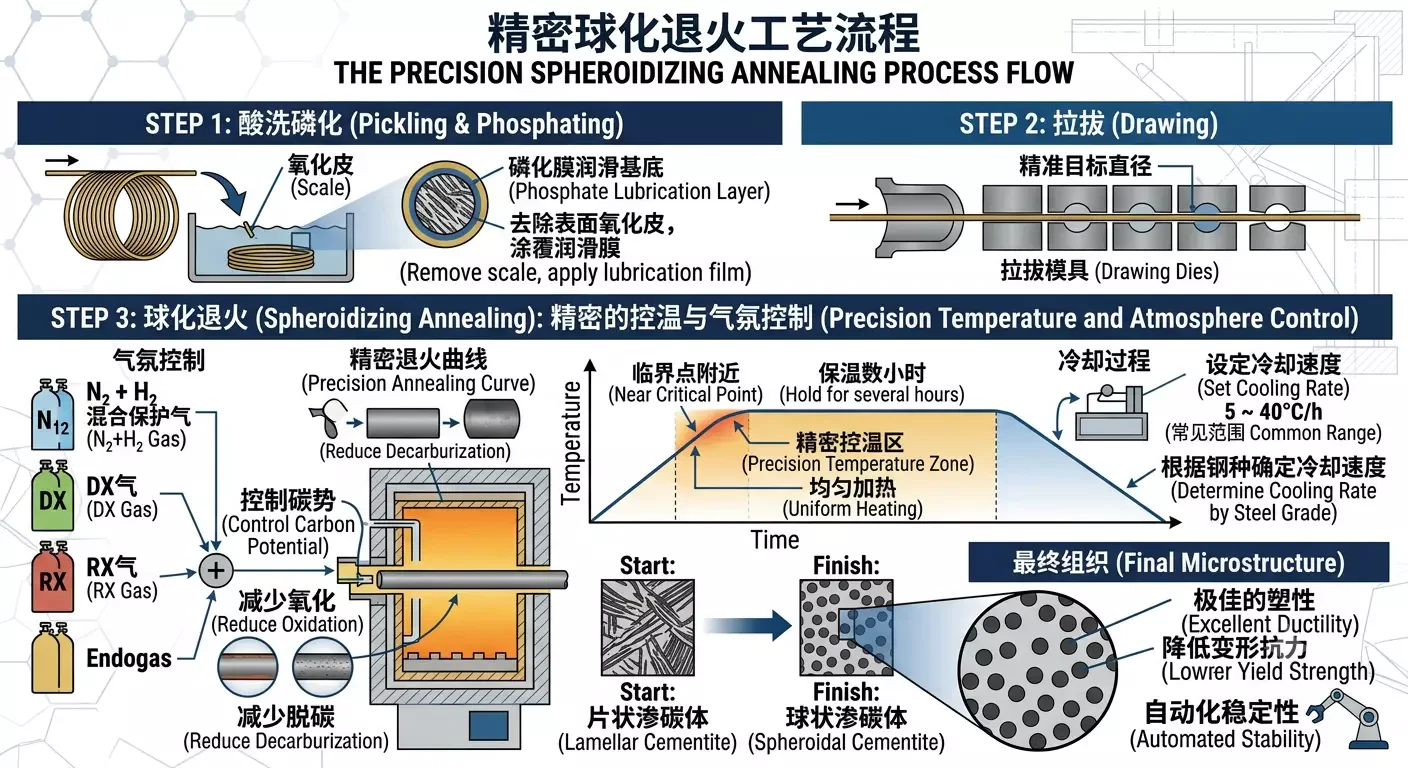
Vanliga tillverkningsprocesser för ståltråd för kallstukning bestäms utifrån produktklass och kundkrav.

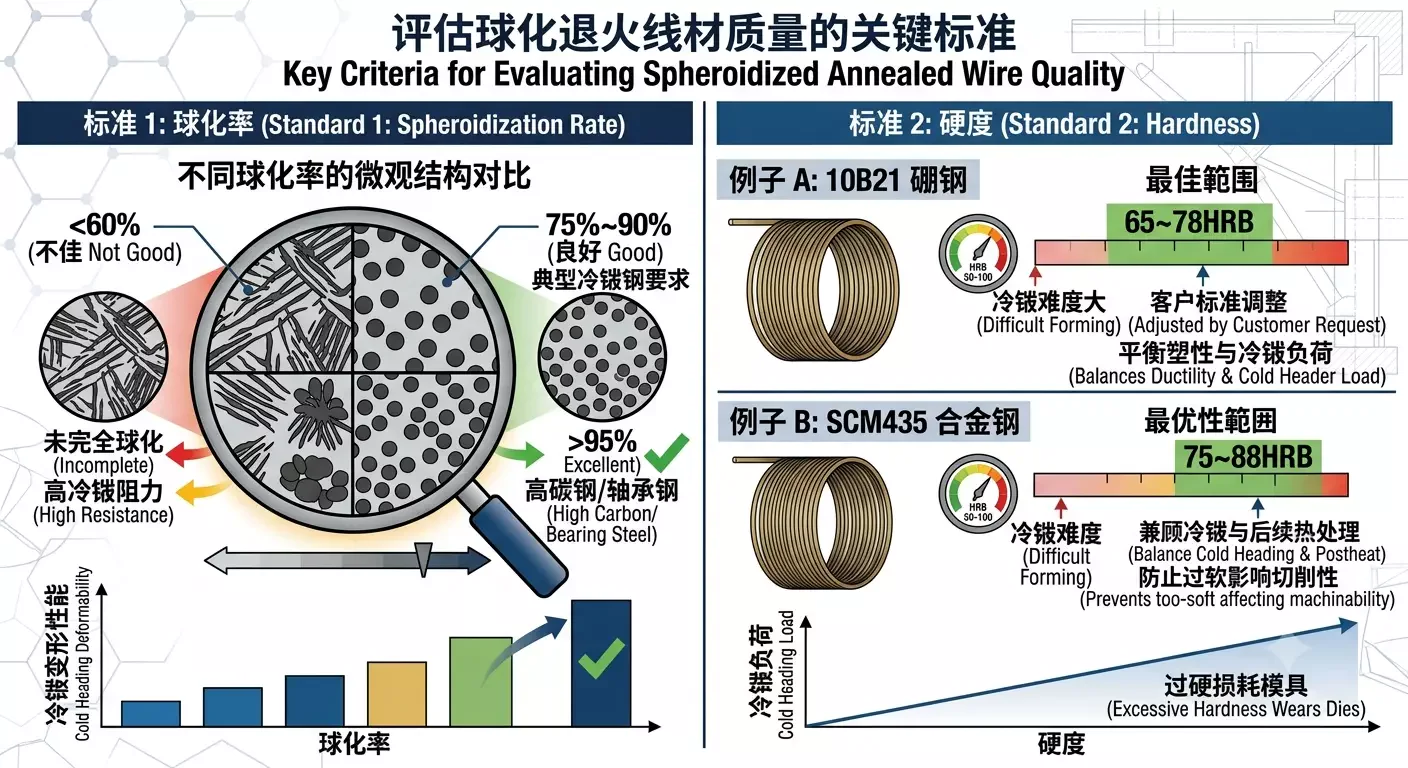
4. Kvalitetsbedömningskriterier