1. Определение и основные принципы
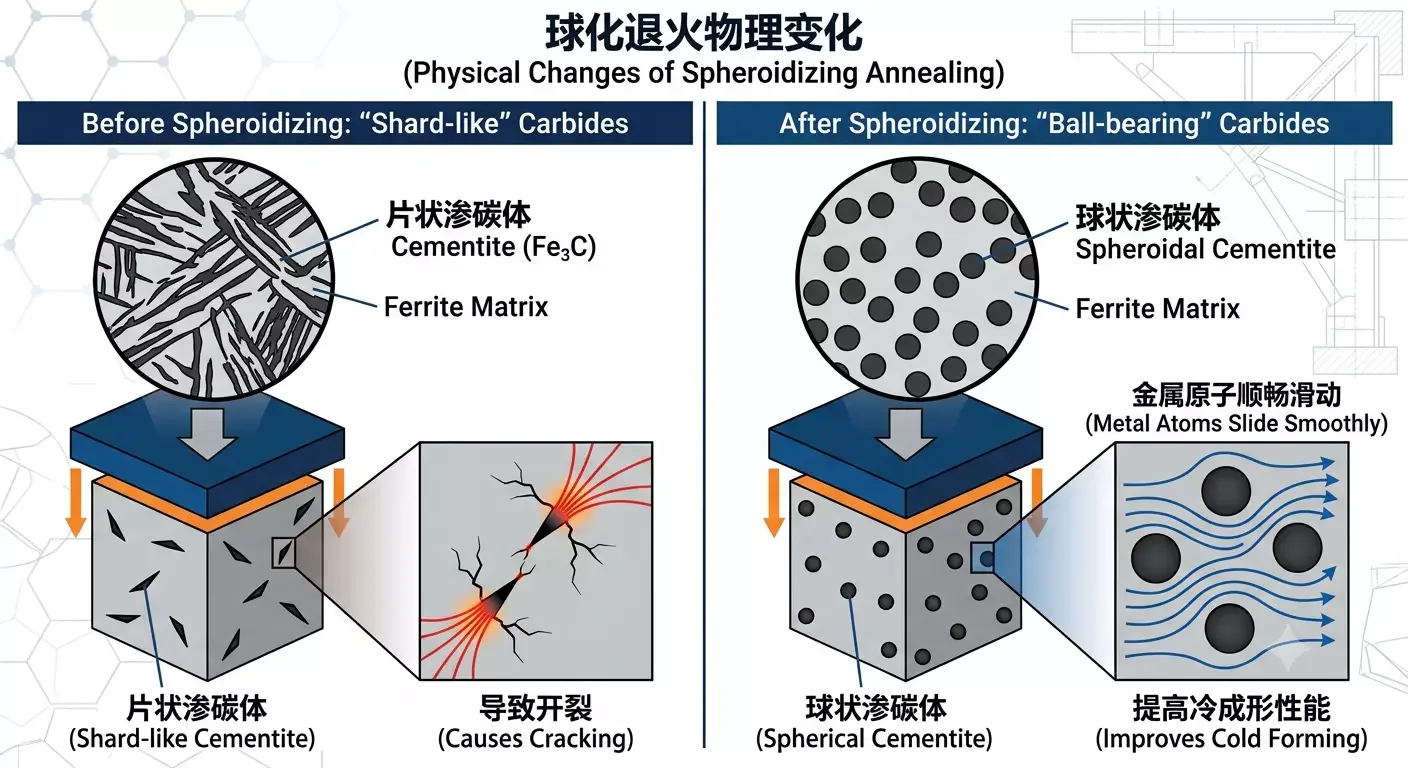
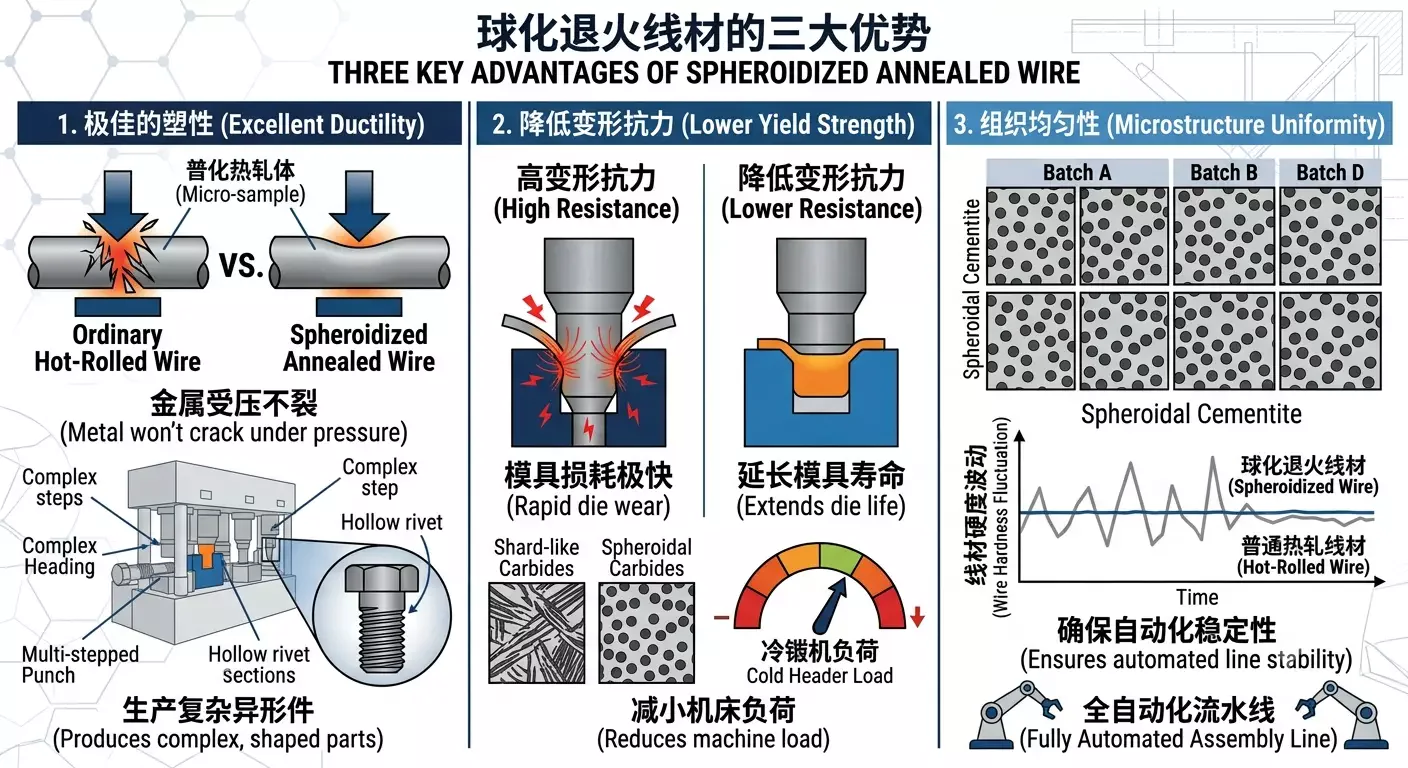
2. Почему при холодной высадке необходимо использовать сфероидизированную проволоку?
3. Технологический процесс производства
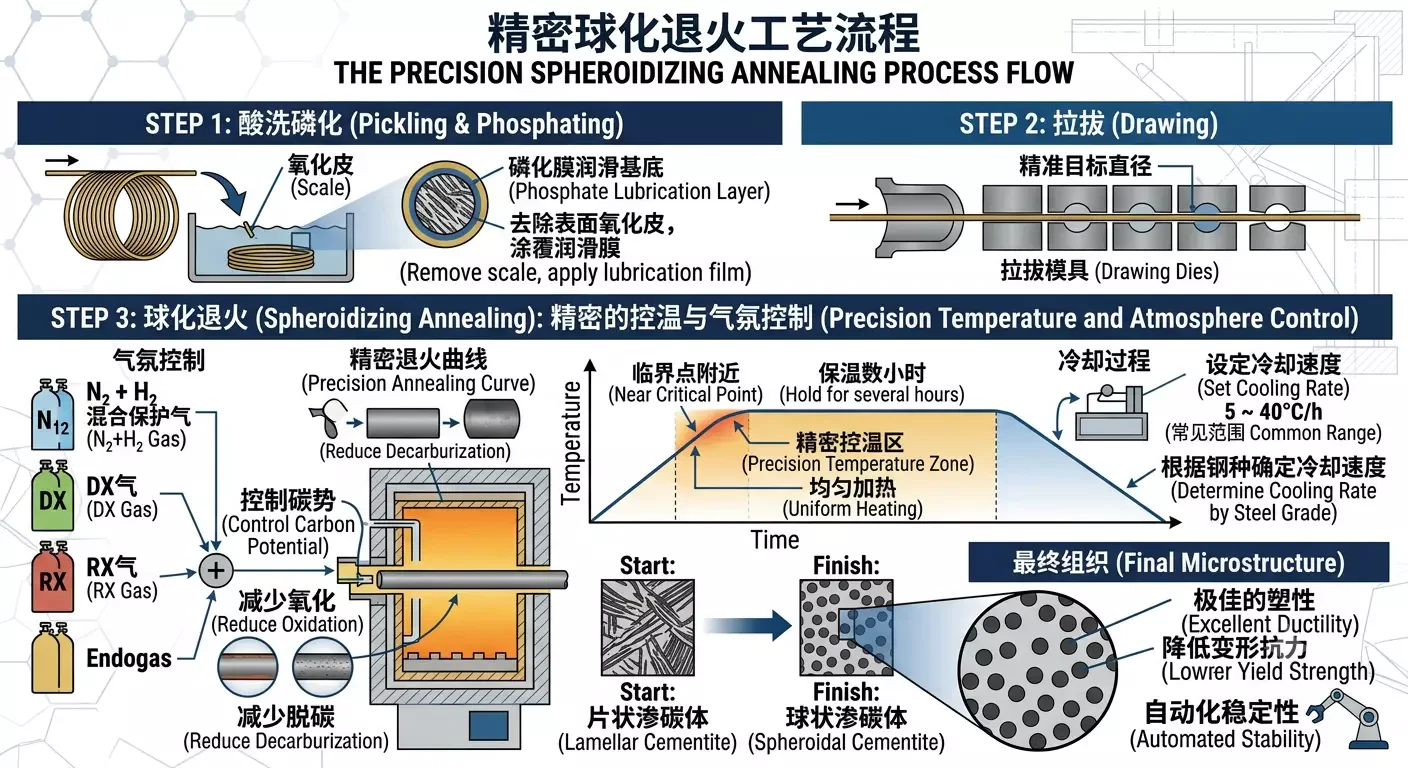
Типовые технологические маршруты холодной высадочной проволоки определяются классом продукции и требованиями заказчика.

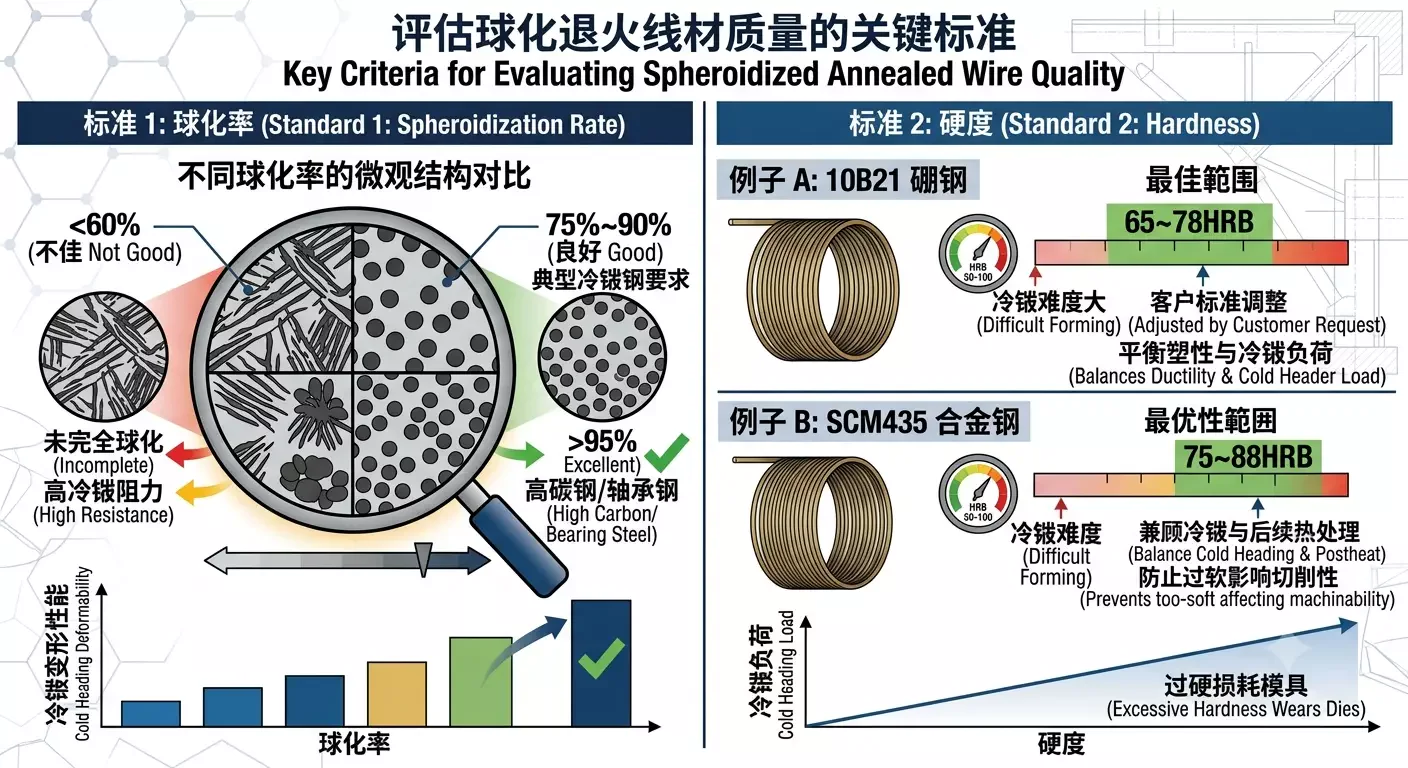
4. Критерии оценки качества