1. Definición y principios fundamentales
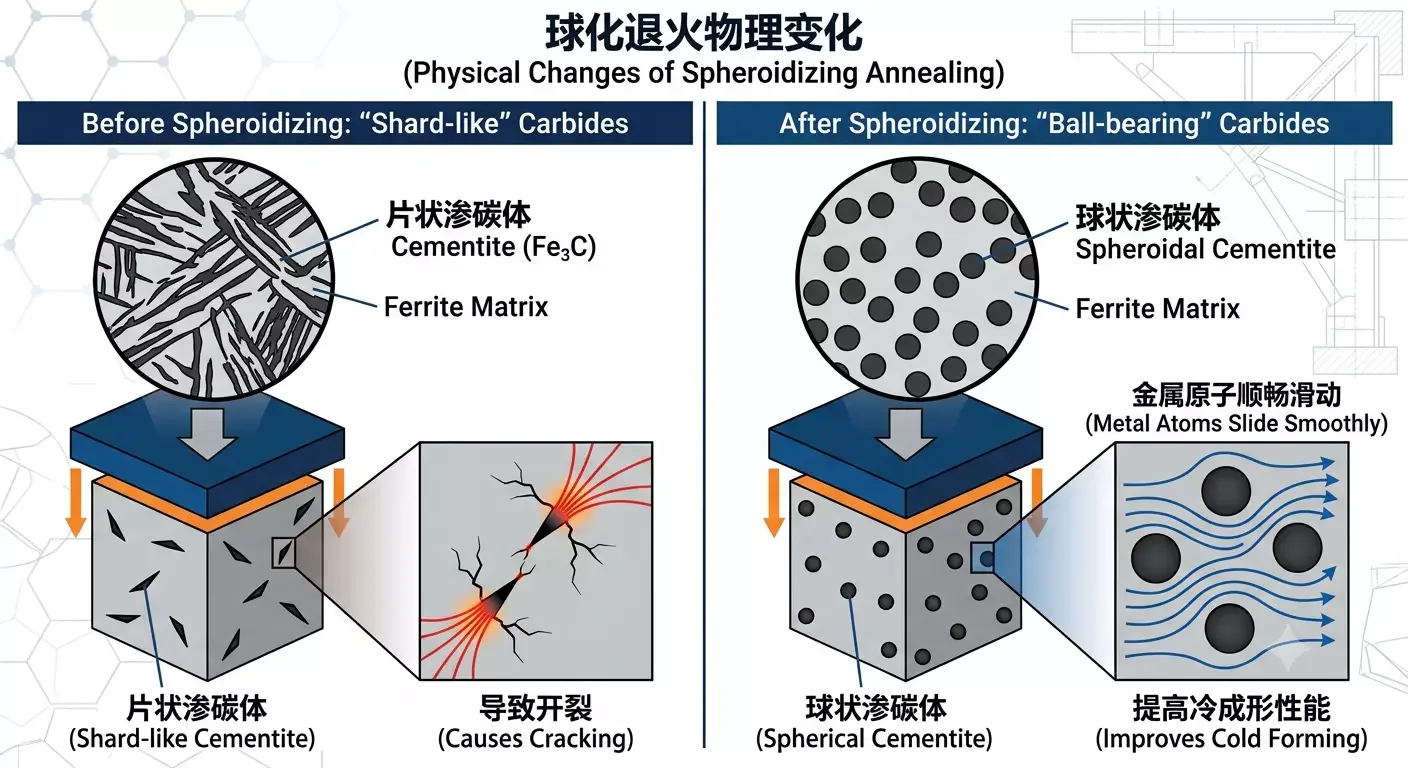
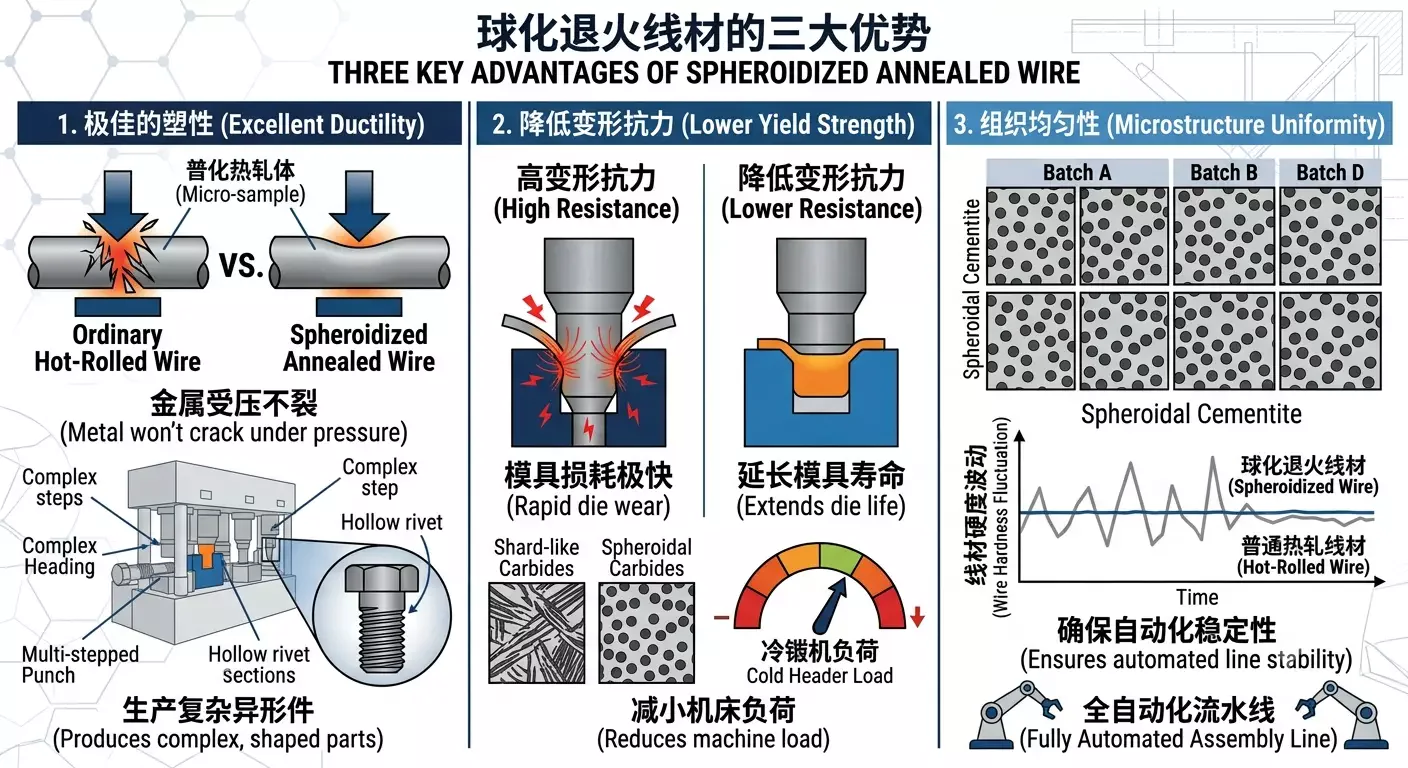
2. ¿Por qué el prensado en frío debe utilizar alambre sometido a recocido esferoidizante?
3. Proceso de producción
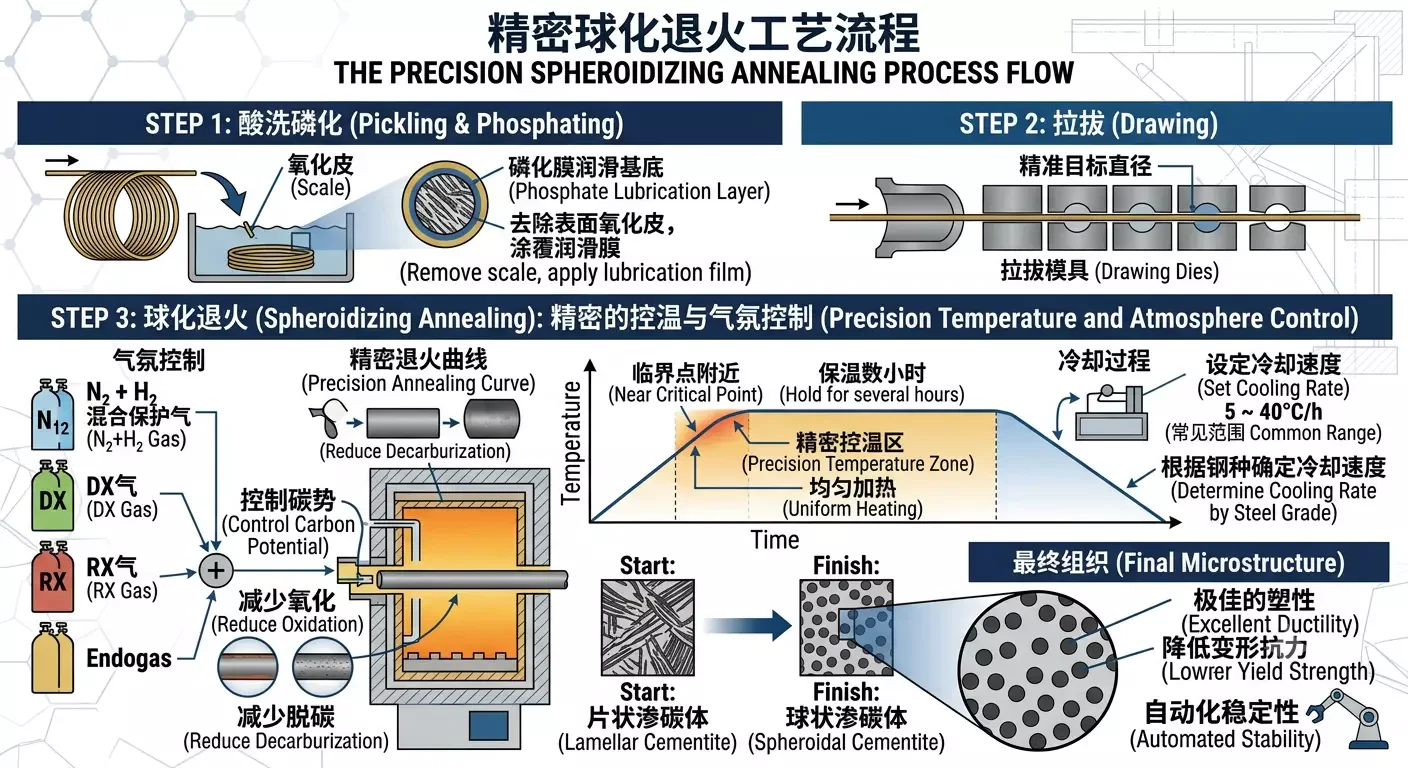
El proceso de fabricación de alambre para cabezado en frío debe determinarse según la calidad del producto y los requisitos del cliente.

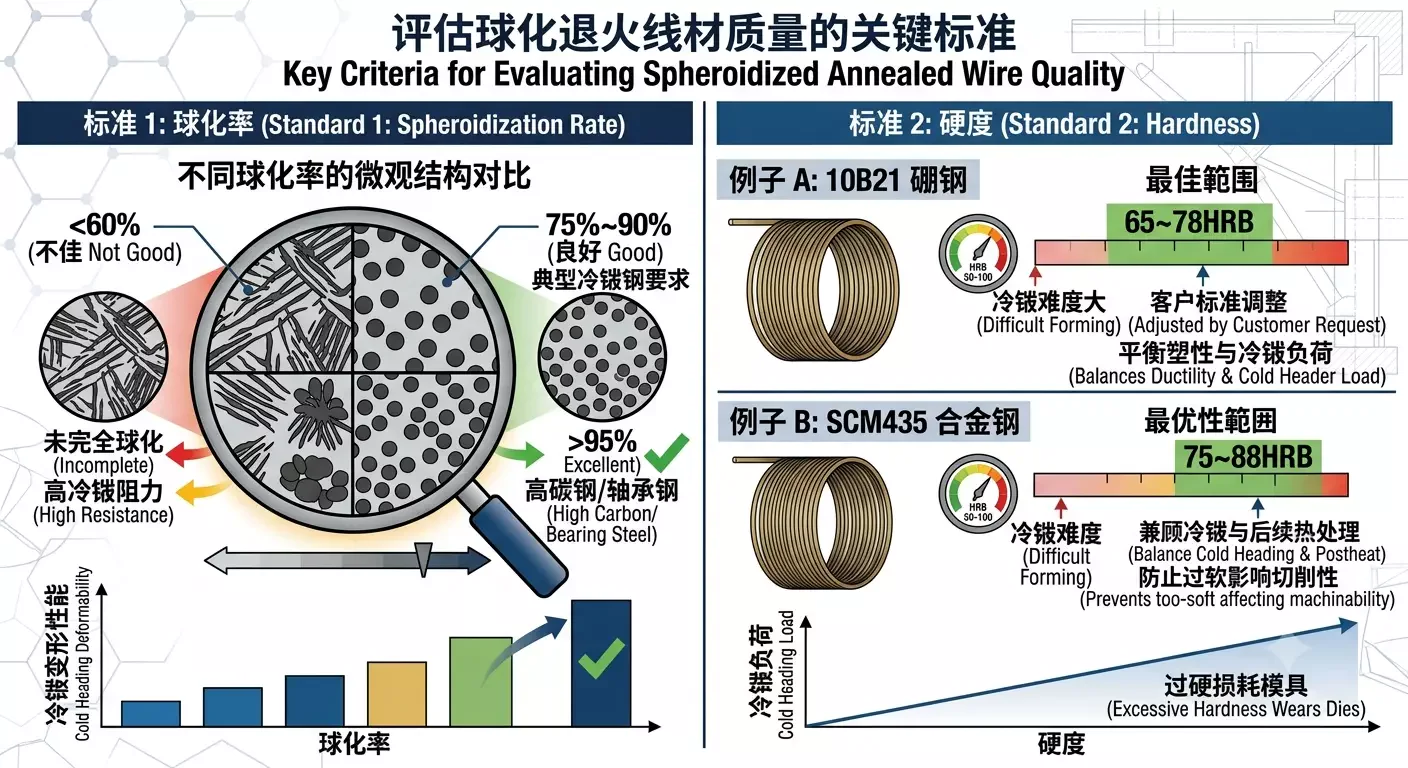
4. Criterios de evaluación de calidad